
Quick Overview
Slurry handling in industrial environments presents unique challenges, requiring valves that are tough, durable, and capable of withstanding abrasive materials. Understanding the types of valves best suited for these applications can help you make the right choice for improved efficiency, safety, and longevity.
Introduction: Handling Slurries with the Right Valves
When dealing with slurry, an abrasive and viscous mixture of water, solids, or chemicals, the selection of the correct valve is crucial. The wrong valve can result in costly downtime, repairs, and inefficient operations.
In this article, we’ll explore the types of valves most suitable for slurry applications, focusing on factors such as wear resistance, material compatibility, and overall valve performance.
Pain Points in Slurry Handling
1. Wear and Tear
Slurries can be highly abrasive, leading to excessive wear on valve components, shortening their lifespan, and causing frequent maintenance.
2. Blockages and Contamination
Solid particles in slurries can cause blockages in valves, leading to downtime and operational delays. Inadequate sealing can also allow contamination.
3. Corrosion Resistance
Slurries often contain aggressive chemicals that can corrode valve components, leading to leaks or valve failure.
Solutions for Effective Slurry Valve Performance
1. Choose Durable Materials
Valves made from materials like stainless steel, alloy steels, or specially coated materials are ideal for resisting wear and corrosion.
2. Opt for Eccentric Plug Valves
Eccentric plug valves offer excellent control and the ability to handle high-pressure slurries. Their design minimizes wear and can cope with the most challenging slurry mixtures.
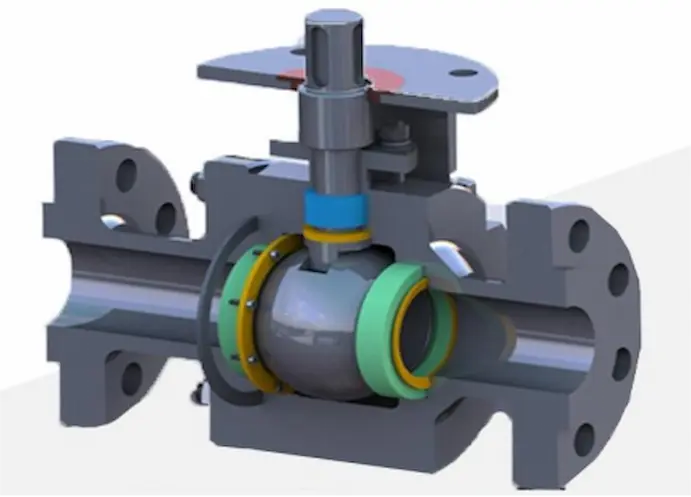
3. Consider Slurry Ball Valves
Ball valves designed specifically for slurry applications are equipped with enhanced sealing systems and hardened surfaces to ensure minimal leakage and wear over time.
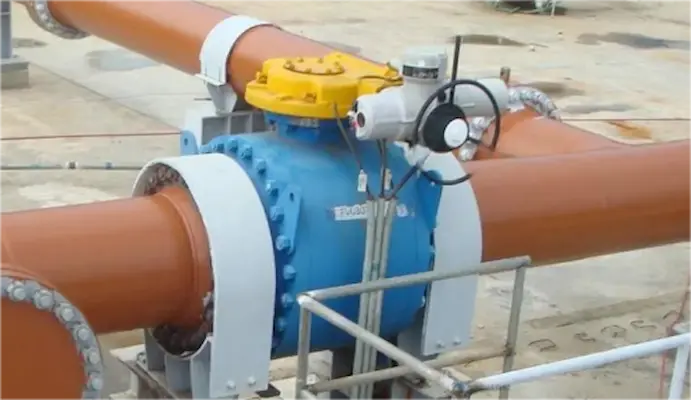
Case Study: Using Ball Valves in Slurry Pipelines
One of the common challenges in the mining industry is managing the flow of slurry through pipelines. In mining slurry pipelines, correctly selected wear-resistant valves can reduce blockage, maintenance frequency, and unplanned downtime. The unique design of the valves, including corrosion-resistant coatings, helped prevent blockage and wear, improving both efficiency and safety.
Data Comparison
Slurry valves are evaluated based on three key metrics: wear resistance, sealing capability, and flow efficiency. The table below compares three popular valve types:
| Valve Type | Wear Resistance | Sealing Capability | Flow Efficiency | Best For |
|---|---|---|---|---|
| Ball Valves | High | Excellent | Very Good | Abrasive slurries with low viscosity |
| Eccentric Plug Valves | Very High | Good | Good | High-viscosity or abrasive slurries |
| Knife Gate Valves | Moderate | Fair | Excellent | Slurry with larger particles or solids |
Trends Insights
The slurry valve market is evolving with a focus on automation and smart valve systems. Automated slurry valves offer enhanced control and monitoring, reducing human error and improving operational efficiency. In industries such as mining and wastewater treatment, the demand for smart valves capable of real-time diagnostics is increasing, especially in applications involving corrosive or highly abrasive slurries.
Style Suggestions
When selecting a valve for slurry applications, it is essential to consider the specific type of slurry being handled. For highly viscous or abrasive slurries, eccentric plug valves are generally preferred. On the other hand, for applications where frequent valve actuation is necessary, ball valves may be a more efficient choice due to their quick open/close action and reliable sealing.
Additionally, using high-quality seals and protective coatings can significantly extend the lifespan of slurry valves and minimize maintenance costs.

Conclusion
Choosing the right valve for slurry applications is crucial for maintaining optimal flow and reducing downtime. By understanding the different types of slurry valves available and their respective advantages, companies can make informed decisions that lead to long-term operational success.
If you need assistance in selecting the ideal slurry valve for your operation, don’t hesitate to contact Vcore Valve for expert advice and high-performance valve solutions.
FAQs
1. What type of valve is best for handling slurry?
The best valve for slurry depends on the characteristics of the slurry. Eccentric plug valves and ball valves are typically the most efficient for handling abrasive or viscous slurries.
2. How does a slurry valve prevent blockages?
Slurry valves designed for high-pressure applications have self-cleaning mechanisms and specialized sealing systems to prevent blockage and reduce wear over time.
3. Can slurry valves be automated?
Yes, many slurry valves now come with automated features that allow for remote control and monitoring, improving efficiency and reducing human error.
4. How do I choose between ball valves and plug valves for slurry handling?
Ball valves are ideal for low to medium viscosity slurries, while eccentric plug valves are better suited for high-viscosity and abrasive slurries.
5. What materials are used in slurry valve construction?
Materials such as stainless steel, alloy steels, and ceramic coatings are commonly used for slurry valves due to their durability and resistance to corrosion and abrasion.
Reference
-
Types of Valves for Mining and Slurry Applications



