Quick Summary
Proper globe valve maintenance is one of the most cost-effective ways to extend valve service life, improve sealing performance, and avoid unplanned shutdowns. Despite their robust design, industrial globe valves are often exposed to harsh media, frequent throttling, and high temperatures—conditions that accelerate wear if maintenance is neglected. At Vcore Valve, we’ve seen that simple, well-timed maintenance actions can double the operational life of a globe valve. This guide explains how to do exactly that, step by step.
A Familiar Plant Scenario
“The valve was fine last year. Why is it leaking already?”
In many plants, globe valves are installed, commissioned, and then largely forgotten—until leakage, high torque, or flow control issues appear. Globe valve leakage or high operating torque may result from insufficient maintenance, incorrect operation, poor installation, unsuitable material selection, severe throttling conditions, debris, thermal cycling, or valve design not matching the service.
Key User Pain Points
Premature Leakage
Seat and disc wear caused by poor throttling practices or debris leads to early sealing failure.
Rising Operating Torque
Lack of lubrication and stem contamination increase friction, making valves difficult to operate.
Shortened Valve Lifespan
Without regular inspection, small issues escalate into irreversible damage, forcing early replacement.
Practical Maintenance Solutions from Vcore Valve
Establish a Routine Inspection Plan
Regular inspection is the foundation of effective globe valve maintenance. Focus on:
-
Stem condition
-
Packing tightness
-
Body and bonnet leakage
-
Smoothness of operation
Apply Correct Lubrication
Proper lubrication of the stem and threads significantly reduces wear and operating torque, especially in steam globe valves and high-temperature services.
Operate the Valve as Designed
Globe valves are ideal for throttling—but excessive partial opening under high differential pressure accelerates seat erosion.
Real Maintenance Case Studies
Case 1: Steam System in a Power Plant
A forged steel globe valve experienced repeated stem seizure. Root cause analysis showed no stem lubrication over five years.
Solution: Implemented annual lubrication and packing inspection
Result: Zero stem-related failures over the next three years
Case 2: Chemical Processing Line
Frequent leakage occurred due to abrasive media damaging the seat.
Solution: Introduced scheduled internal inspection and improved flushing procedures
Result: Extended valve service life by over 40%
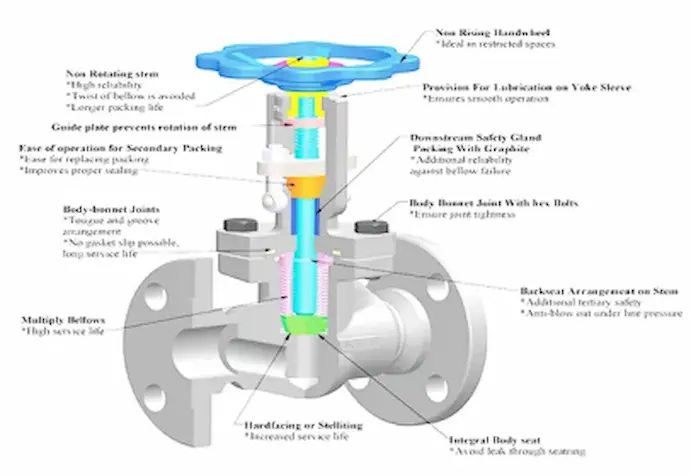
Technical Analysis: Why Maintenance Matters
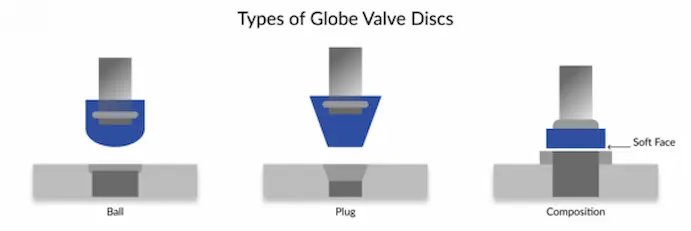
Globe valves rely on direct contact between the disc and seat to regulate flow. Over time:
-
Repeated throttling causes seat erosion
-
Debris scratches sealing surfaces
-
Thermal cycling stresses the packing and gaskets
Comparison: Maintained vs Neglected Globe Valves
| Maintenance Factor | Good Practice | Risk When Neglected |
|---|---|---|
| Stem and yoke threads | Clean and lubricated according to IOM | Higher operating torque, thread wear, stem seizure |
| Packing gland | Evenly adjusted and inspected | Stem leakage, uneven packing load, accelerated stem wear |
| Seat and disc | Inspected for erosion, scratches, and deposits | Internal leakage and unstable throttling performance |
| Bonnet gasket | Checked during shutdown or overhaul | External leakage after thermal cycling |
| Operation method | Used within intended throttling range | Seat erosion, vibration, noise, cavitation or flashing risk |
| Maintenance records | Trend leakage, torque, and repair history | Repeated failure without root-cause correction |
Engineering data shows that valves with basic preventive maintenance can last 30–60% longer than those left unattended.
Industry Trends and Market Insight
-
Plants are shifting from reactive to predictive valve maintenance
-
Increased use of condition monitoring for critical industrial globe valves
-
EPC contractors now specify maintenance-friendly valve designs
At Vcore Valve, we design globe valves with accessible packing, robust stems, and long-life sealing surfaces to simplify maintenance.
Best Practices for Globe Valve Use
-
Avoid excessive force when closing—tight is not always better
-
Fully open valves periodically to prevent seat imprinting
-
Replace packing before leakage becomes visible
-
Keep maintenance records for each valve

Conclusion
Extending the service life of a globe valve does not require complex procedures—just consistent, informed maintenance. Regular inspection, correct lubrication, and proper operation dramatically improve reliability and reduce the total cost of ownership.
If you’re looking for industrial globe valves designed for durability and easy maintenance, Vcore Valve is ready to support your projects with proven engineering solutions.
👉 Contact Vcore Valve today for maintenance advice or custom globe valve designs.
FAQs
How often should a globe valve be inspected?
For critical services, inspection every 6–12 months is recommended.
Can globe valves be used for continuous throttling?
Yes, but operating near the closed position under high pressure accelerates wear.
What causes stem leakage?
Worn packing, insufficient lubrication, or thermal cycling.
Is lubrication always required?
Yes, especially for manual globe valves in high-temperature or frequent-use applications.
When should packing be replaced?
At the first sign of leakage or increased operating torque.
Does Vcore Valve provide maintenance support?
Yes. We offer technical guidance and maintenance-friendly valve designs.
References
-
Valve Manufacturers Association (VMA) – Valve Maintenance Guidelines
-
ASME B16.34 – Valves: Pressure–Temperature Ratings
-
API 602 – Compact Steel Gate and Globe Valves
-
Engineering Toolbox – Valve Wear and Flow Control
-
ISO 5208 – Pressure Testing of Valves
-
OSHA – Mechanical Equipment Maintenance Safety
-
Vcore Valve Technical Library – Globe Valve Maintenance Guide