



This page covers DBB valve configurations rather than one fixed dimensional model. Depending on valve size, pressure class, medium and project specification, the valve may use single-ball DBB, twin-ball DBB, floating-ball or trunnion-mounted construction, flanged or welded ends, cavity bleed ports, drain connections, seat injection and actuator options. Final selection should be confirmed from the approved datasheet, valve drawing and inspection requirement.
Key Product Features
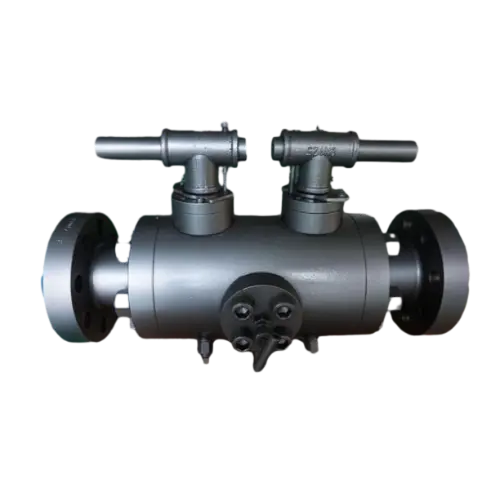
- Two sealing points with an intermediate bleed or vent connection
- Single-ball DBB or twin-ball DBB construction available by selected design
- Floating-ball or trunnion-mounted structure according to size and pressure
- Full-bore or reduced-bore flow passage
- Flanged, RTJ flanged, butt-weld or project-specific end connections
- Cavity bleed, vent, drain or pressure verification connection
- Manual gearbox, pneumatic, electric or hydraulic operation
- API 6D, fire-safe, anti-static, NACE or low-emission requirements available only when specified and confirmed
Product Configuration
| Configuration Item | Common Configuration | Project Options |
|---|---|---|
| Valve Function | Double block and bleed isolation | DBB, DIB-1 or DIB-2 according to project requirement |
| Body Structure | Single-body DBB design | Twin-ball DBB or compact modular structure |
| Ball Support | Floating ball for selected smaller sizes | Trunnion-mounted design for larger or higher-pressure service |
| Bleed / Vent | Intermediate cavity bleed or vent port | Drain valve, vent valve, pressure gauge or instrument connection |
| End Connection | Flanged ends | Butt-weld ends, RTJ flanges or project-specific connection |
| Operation | Lever or gearbox | Pneumatic, electric or hydraulic actuator |
Technical Specifications
| Specification Item | Typical / Available Options |
|---|---|
| Product Type | Double block and bleed valve / DBB ball valve |
| Primary Function | Pipeline isolation with cavity bleed or vent capability |
| Valve Structure | Single-ball DBB, twin-ball DBB, floating-ball or trunnion-mounted construction |
| Size Range | According to selected DBB valve series and approved drawing |
| Pressure Class | Class 150, 300, 600, 900, 1500 or 2500 when supported by selected design and material |
| Body Material | A105, WCB, LF2, LCB, F304, F316, CF8M, F51, alloy steel or project-specified material |
| Seat Material | PTFE, RPTFE, PEEK, PCTFE, metal seat or project-specified seat material |
| Seat Arrangement | SPE, DPE, DBB, DIB-1 or DIB-2 according to project requirement and selected design |
| Bleed / Vent Connection | Needle valve, plug, drain valve, vent valve or instrument connection when specified |
| End Connection | Flanged, RTJ flanged, butt-weld or project-specific pipeline connection |
| Operation | Lever, gearbox, pneumatic actuator, electric actuator or hydraulic actuator |
| Design Reference | API 6D, ASME B16.34 or approved project specification when applicable |
| Testing Reference | API 598, API 6D, EN 12266 or approved inspection specification where applicable |
| Typical Media | Oil, natural gas, process gas, refined products, chemical media, fuel gas and selected industrial fluids |
Technical note: Do not publish fixed size, pressure class, leakage class, DBB/DIB status, API 6D compliance, fire-safe status or NACE suitability unless the selected valve series, drawing, material list and project specification are confirmed.
 What Is a Double Block and Bleed Valve?
What Is a Double Block and Bleed Valve?
 What Is a Double Block and Bleed Valve?
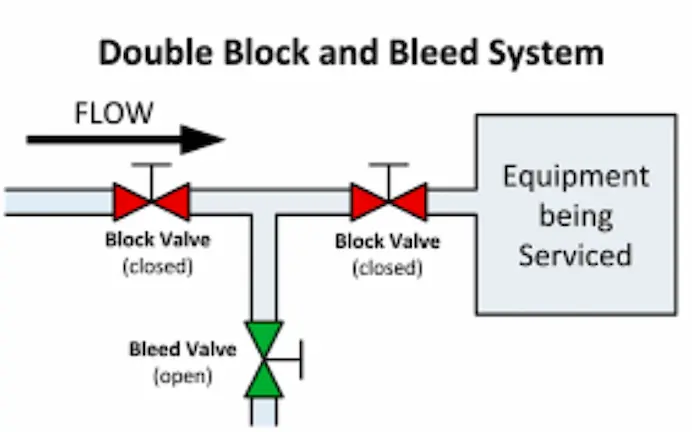
What Is a Double Block and Bleed Valve?A double block and bleed valve provides two sealing points with a bleed or vent path between them. When the valve is closed, the intermediate cavity can be vented, drained or connected to an instrument to verify whether pressure remains trapped between the two sealing points.
DBB should not be described as a guaranteed “zero-pressure environment.” The bleed connection allows cavity pressure to be vented or verified according to the site procedure, but actual isolation performance depends on seat design, test method, pressure direction, leakage requirement and operating condition.
DBB vs DIB-1 vs DIB-2
DBB and DIB are often confused, but they are not identical. The required isolation function should be stated clearly in the inquiry and confirmed against the project specification, seat arrangement and test procedure.
| Requirement | General Meaning | Important Confirmation |
|---|---|---|
| DBB | Two sealing points with a cavity bleed or vent connection | Confirm pressure direction, seat design and test method |
| DIB-1 | Double isolation behavior with both seats typically required to provide isolation from a single pressure source | Confirm cavity relief, test requirement and seat arrangement |
| DIB-2 | Double isolation behavior with different seat sealing behavior according to specified arrangement | Confirm which seat is SPE or DPE and how cavity pressure is relieved |
| Owner-Specified Isolation | Project-specific isolation and bleed requirement | Confirm datasheet wording before quotation |
Single-Ball DBB vs Twin-Ball DBB
DBB function can be achieved by different valve structures. A compact single-ball DBB design may use two seating surfaces around one ball and a cavity bleed connection. A twin-ball DBB valve uses two separate ball sealing elements in one integrated body or compact assembly, with a bleed connection between them.
| Design Type | Main Advantage | Typical Use |
|---|---|---|
| Single-Ball DBB Valve | Compact design with fewer components and smaller installation space | Pipeline isolation, metering skids and selected API 6D applications |
| Twin-Ball DBB Valve | Two separate ball sealing elements in one integrated assembly | Metering, sampling, loading, chemical and instrument isolation systems |
| Modular DBB Valve | Combines isolation and bleed function in a compact package | Instrumentation, compact process skids and space-limited installations |
Bleed, Vent and Drain Function
The bleed connection is the key functional point of a DBB valve. It allows the cavity between sealing points to be vented, drained or monitored. Depending on service conditions, it may be fitted with a needle valve, drain valve, vent valve, pressure gauge, tubing connection or instrument port.
- Bleed port: releases trapped cavity pressure.
- Vent connection: allows gas release or pressure verification.
- Drain connection: allows liquid drainage from the cavity.
- Gauge connection: allows cavity pressure monitoring before maintenance.
 Trunnion-Mounted DBB Ball Valve Design
Trunnion-Mounted DBB Ball Valve Design
 Trunnion-Mounted DBB Ball Valve Design
Trunnion-Mounted DBB Ball Valve DesignTrunnion-mounted DBB ball valves are commonly selected for larger sizes, higher pressure classes and pipeline service. The ball is mechanically supported by upper and lower trunnions, which helps reduce seat load and operating torque under high differential pressure.
For high-pressure oil and gas service, the trunnion design may also support seat injection, cavity relief, drain and vent connections, anti-static design, fire-safe design and actuator operation when specified by the project.
For larger pipeline isolation, compare our API 6D Ball Valve and Forged Trunnion Ball Valve.
Typical Applications
Double block and bleed valves are selected where isolation and cavity pressure verification are important. Common service areas include:
- Oil and natural gas pipeline isolation
- Pipeline block valve stations
- Metering and custody transfer skids
- Tank farm inlet, outlet and transfer lines
- Refinery and petrochemical process units
- Fuel gas and natural gas distribution systems
- Chemical loading, unloading and sampling lines
- Instrument isolation and compact process skids
- Compressor station and pump station isolation
For high-pressure service, compare the High Pressure Ball Valve. For fire-tested pipeline service, see the Fire Safe Ball Valve. For compact welded body construction, compare the Fully Welded Ball Valve. Additional structures are available in the Ball Valve category.
 Application Limits
Application Limits
 Application Limits
Application Limits- DBB does not automatically mean DIB; the required isolation type must be specified.
- DBB should not be described as guaranteed zero leakage unless the leakage class and test evidence support it.
- The bleed port allows cavity pressure to be vented or checked, but site safety procedures still control maintenance isolation.
- Seat arrangement, pressure direction and cavity relief method must be confirmed before quotation.
- Full bore does not automatically mean piggable; bore and transition must be confirmed by drawing.
- Continuous throttling is not recommended for standard DBB ball valves.
- Hydrogen, sour gas, oxygen, chlorine and toxic media require dedicated material and safety review.
- Fire-safe, anti-static, NACE and low-emission requirements must be stated before quotation.
Inspection and Documentation
| Inspection / Document | Purpose |
|---|---|
| Material Test Certificate | Confirms pressure-containing and wetted component material grades and heat numbers. |
| PMI | Verifies alloy material chemistry when specified. |
| Dimensional Inspection | Checks bore, end connection, face-to-face or end-to-end length, bleed port and actuator interface. |
| Shell Pressure Test | Verifies pressure-containing body integrity. |
| Seat Leakage Test | Confirms sealing performance under specified test conditions. |
| DBB / DIB Function Test | Confirms isolation and bleed performance when DBB or DIB is specified. |
| Cavity Bleed / Vent Test | Checks whether the intermediate cavity can be vented or pressure verified as required. |
| Torque / Operation Test | Supports gearbox or actuator sizing and confirms smooth operation. |
| NDE | RT, UT, MT or PT inspection when specified by project requirements. |
| Final Data Book | Collects approved drawings, MTCs, test reports, inspection records and certificates. |
Export packing should protect machined flange faces, butt-weld bevels, valve bores, bleed fittings, drain valves, sealant fittings and actuator interfaces. DBB valves can be packed with flange covers or weld-end protectors, internal blocking, moisture-resistant wrapping, anti-rust treatment, foam separation and reinforced plywood cases according to valve size and transport method.
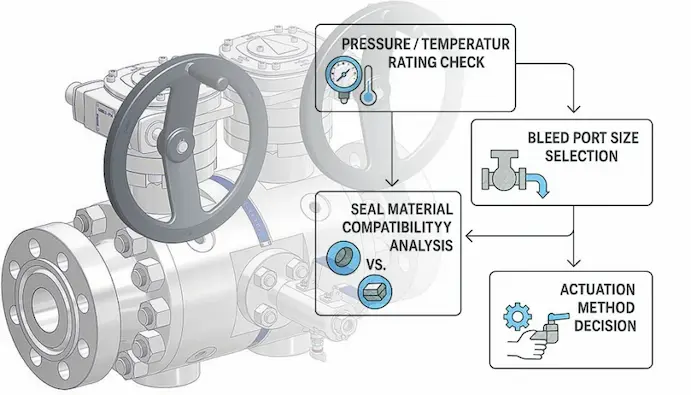
Information Required for Valve Selection
- Valve size and quantity
- Required function: DBB, DIB-1, DIB-2 or project-specific isolation
- Single-ball DBB, twin-ball DBB, floating-ball or trunnion-mounted design
- Pressure class, design pressure and operating pressure
- Design temperature and operating temperature
- Medium name, composition, concentration and phase
- Required leakage class and test standard
- Full-bore, reduced-bore or piggable bore requirement
- Flanged, RTJ flanged, butt-weld or project-specific end connection
- Bleed, vent, drain, pressure gauge or instrument connection requirement
- Body, ball, stem, seat, packing, body seal and bolting materials
- Manual, gearbox, pneumatic, electric or hydraulic operation
- API 6D, fire-safe, anti-static, NACE, low-emission or third-party inspection requirement
- Required documentation package and final data book scope
FAQ
1. What is a Double Block and Bleed Valve?
A Double Block and Bleed Valve provides two sealing points with a bleed or vent connection between them. The intermediate cavity can be vented, drained or pressure-checked to support pipeline isolation and maintenance verification.
2. Is a DBB valve the same as a DIB valve?
No. DBB and DIB describe different isolation requirements. DBB generally provides two sealing points with cavity bleed capability, while DIB requires stronger isolation behavior depending on DIB-1 or DIB-2 seat arrangement. The required function must be specified before quotation.
3. Does a DBB valve guarantee zero leakage?
No. A DBB valve should not be described as zero leakage unless a specific leakage class and test evidence support that requirement. Shutoff performance depends on seat design, pressure direction, medium, test method and acceptance standard.
4. What is the purpose of the bleed port?
The bleed port allows the cavity between the sealing points to be vented, drained or monitored. It helps operators verify whether trapped pressure remains in the cavity, but site maintenance and safety procedures still need to be followed.
5. What information is needed for quotation?
For quotation, provide valve size, pressure class, medium, temperature, DBB or DIB requirement, body structure, end connection, bleed or drain connection, material grade, seat material, operation method, test standard and documentation requirement.